
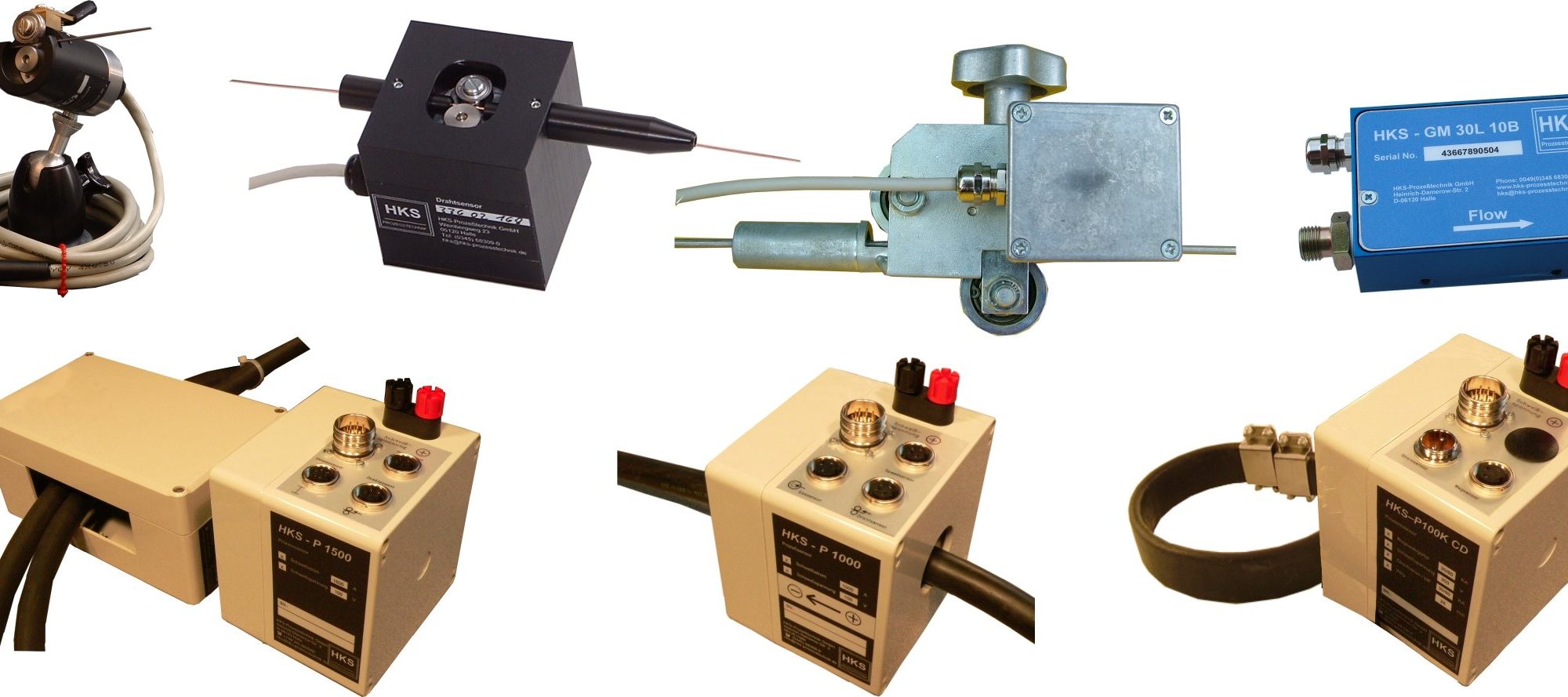

HKS bietet Messwertgeber für alle relevanten Schweißprozessgrößen an. Mit diesen kalibrierten Sensoren ist der Einsatz unabhängig vom Hersteller der Schweißtechnik an jeder Schweißanlage möglich.
Die Sensoren zeichnen sich durch eine hohe Robustheit aus. Der Einsatz ist auch unter extremsten Bedingungen (Hochspannungszündung bei WIG Schweißen) durch intelligente Schutzschaltungen und eine konsequente galvanische Trennung möglich.
Wählen Sie nach Prozessgrößen:
- Strom / Spannung
- Gasdurchfluss
- Drahtvorschubgeschwindigkeit
- weitere Prozessgrößen
Die Strom- Spannungsmessung erfolgt nach dem Prinzip eines kompensierten Hallsensors. Der Einsatz reicht von Standardmessaufgaben bis zu Vergleichsmessungen zum Abgleich der Anzeigeinstrumente der eingesetzten Schweißanlagen (Gerätekalibrierung).
Anschlussmöglichkeit für die HKS Gas- und Drahtsensoren

Prozesssensor P1000-S3
für alle Lichtbogenschweißverfahren;
vollständig WIG / Plasma - tauglich
Messbereiche:
Strom: +/- 300 A; +/- 500 A; +/-1000 A
Spannung: +/- 100 V
Versorgung: 9...36 V
Ausgang: +/-10 V
Genauigkeit: +/- 1 %
Bandbreite:
- Strom 100 kHz
- Spannung 20 kHz bzw. 100 kHz bei "Fast-Version"
Maße/Gewicht: 120 x 120 x 105 mm, 1 kg

Prozesssensor P1500-S3
für UP-Schweißverfahren
Messbereich: Strom +/- 2000 A, (+/- 3000 A auf Anfrage)
Spannung +/- 100 V
Versorgung: 9...36 V
Ausgang: +/-10 V
Genauigkeit: +/- 2 %
Bandbreite:
- Strom: 10 kHz
- Spannung: 20 kHz /100 kHz bei "Fast-Version"
Maße/Gewicht: Sensor 120 x 120 x 105 mm; 1 kg Stromwandler 120 x 200 x 90 mm; 1 kg

Hinweis:
Der P100K-H wurde speziell für den Einsatz mit unserem WeldQAS, WeldAnalyst bzw. WeldScanner entwickelt.
Nur diese Gerätekombination kann durch die hohen Abtastraten die schnellen Schweißprozesse in Ihrer Dynamik abbilden.
Prozessensor P100K-H-S3
für das Widerstandsschweißen sowie für Bolzenschweißverfahren mit Kondensatorentladung (KES)
Messbereiche:
Strom +/-20, 30, 60, 80, 100 kA , Drift bei DC/MF <1% v. MBE
Spannung: +/- 10 V oder 300V
Versorgung: 9...36 V (3 W)
Ausgang: +/-10 V
Bandbreite: U: 100 kHz; I: 10 kHz
Genauigkeit: U: +/- 1,0 % v.MBE; I: +/- 1,5 % v.MBE
Abmessungen
LxBxH: 60x200x120 mm; Gewicht: 0,7 kg
Rogowski-Spule: Durchmesser 120 mm; Gewicht: 0,5 kg
Anbau:
Rogowski-Gürtel
Die Gasdurchflussmenge wird nach dem Prinzip der Abkühlung eines aufgeheizten Sensorelementes gemessen, welches dem Gasstrom ausgesetzt ist. Sie ist anwendbar für alle in der Schweiß- und Schneidtechnik eingesetzten nicht brennbaren Gase.

Gassensor GM 30L 10B -S3
Messbereich: 0...30 l/min, Ar
Eingangsdruck: 10 bar
Versorgung: 10...24 V DC, ca.70 mA
Ausgang: 0 ... 5 V
Genauigkeit: +/- 3 %
Maße/Gewicht: 98 x 65 x 28 mm; 0,5 kg
Die Abtastung der Drahtgeschwindigkeit erfolgt über einen Rollenmechanismus mittels Impulsgeber, je nach Typ für Drahtdurchmesser von 0,8 - 5 mm.
Anschlussmöglichkeit an die HKS-Prozesssensoren P1000 und P1500

stationärer Drahtsensor DV25ST-S3
(für industriellen Dauereinsatz)
Option: Analogausgang
Messbereich: 0...25 m / min
Drahtdurchmesser: 0,8...2 mm
Versorgung: 10... 30 V
Ausgang 732 Hz bei 5 m/min 3660 Hz bei 25 m/min
Genauigkeit 1 %
Maße/Gewicht: 60 x 60 x 50 mm; 300 g
Befestigung: Spanndorn
Montage: direkt am Drahtvorschubkoffer

mobiler Drahtsensor - DV25M-S3
(für Übersichtsmessungen und Laborzwecke)
Option: Einsatz für WIG
Messbereich: 0...25 m / min
Drahtdurchmesser: 0,8...2 mm
Versorgung: 10... 30 V
Ausgang: 732 Hz bei 5 m/min 3660 Hz bei 25 m/min
Genauigkeit: 1 %
Maße/Gewicht: 85 x 60 x 35 mm; 465 g
Befestigung: Magnetfuß
Montage: Klemmanschluss an Schweißdraht

Drahtsensor für das UP-Schweißen DV25UP-S3
(für indusriellen Dauereinsatz)
Messbereich: 0...25 m / min
Drahtdurchmesser: 2...6 mm
Versorgung: 10... 30 V
Ausgang: 303 Hz bei 5 m/min 1515 Hz bei 25 m/min
Genauigkeit: 1 %
Maße/Gewicht: 170 x 120 x 70 mm; 960 g
Befestigung: Spanndorn
Montage: anstelle des Richtsatzes
Kraft
Sensor zur Messung der Andruckkraft beim Widerstandsschweißen
Weg
Wegsensoren zur Messung der Eintauchtiefe beim Bolzen- und Widerstandsschweißen
Schweißgeschwindigkeit
Sensor zur Messung der Schweißgeschwindigkeit
Temperatur
Berührende Temperaturmessung (Thermoelemente) und berührungslose Messung (Pyrometer) für Metalloberflächen beim Schweißen, z.B. zur Messung der Abkühlzeit
und viele weitere messbare Prozessgrößen, z.B.:
- Vorwärmtemperatur
- Pulvertemperatur
- Körperschall
- Kühlmittelfluss
- Anpressdruck