Ausgangslage
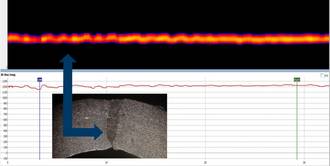
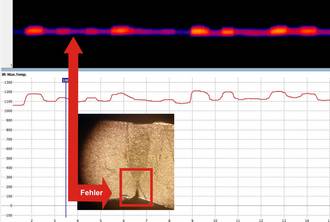
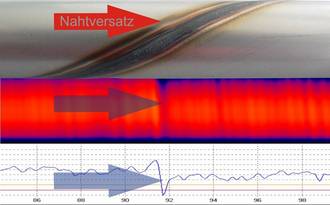
Den üblicherweise eingesetzten zerstörungsfreien Prüfverfahren zur Schweißnahtkontrolle wie Wirbelstromprüfung und Ultraschallprüfung sind insbesondere bei kalten Fügestellen (Klebenähten) Grenzen gesetzt.
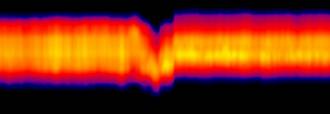
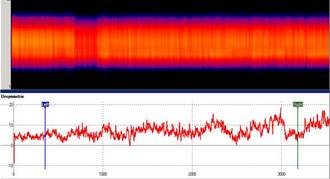
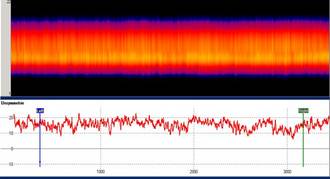
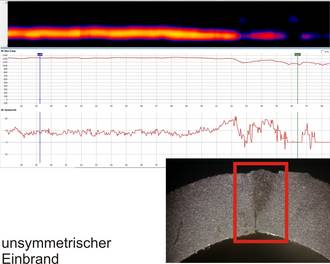
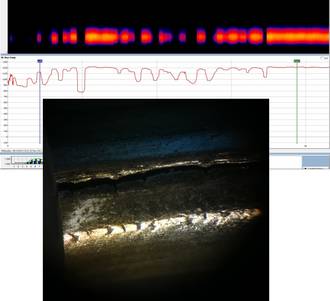
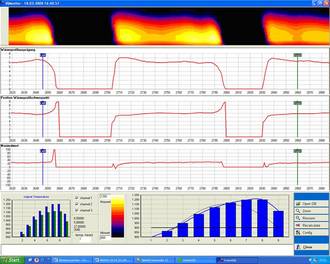
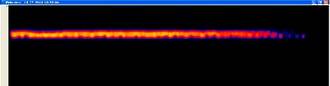
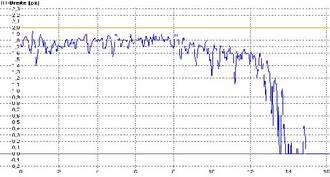
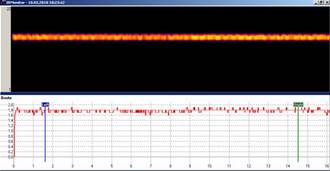
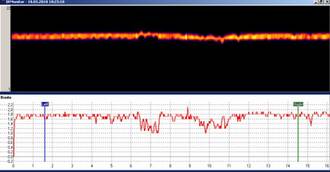
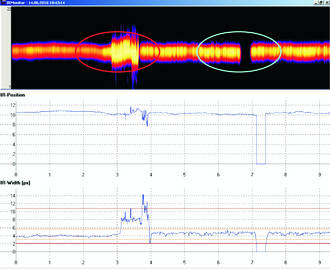
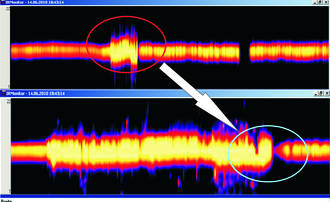
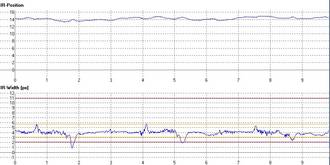
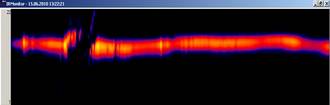
Mit Anwendung einer neu entwickelten Wärmefelderfassung, dem Thermoprofilscanner, können diese und alle anderen Schweißunregelmäßigkeiten auch bei Schweißgeschwindigkeiten von 180 m/min sicher erkannt werden.
Gleichzeitig ermöglicht die Visualisierung und Parametrisierung des Wärmefeldes eine Prozessführung der Schweißanlage für eine genaue und reproduzierbare Schweißnahtqualität.



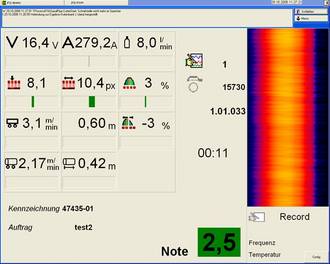
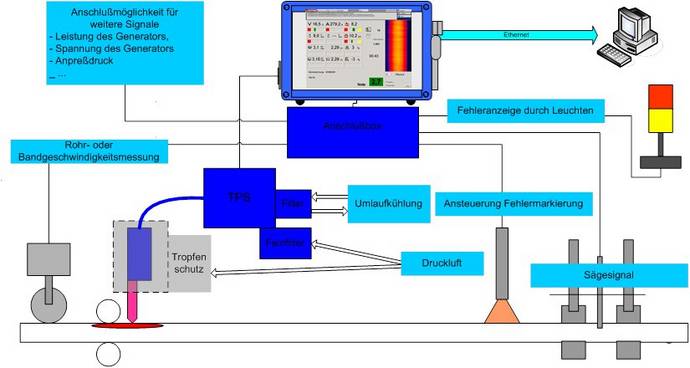
Der ThermoProfilScanner als Bestandteil des Überwachungssystems WeldQAS
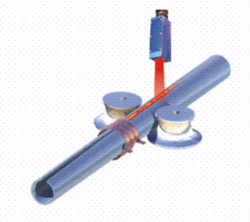



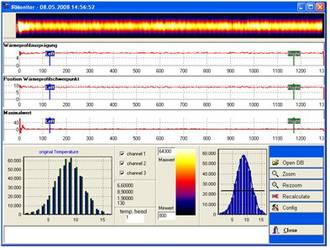
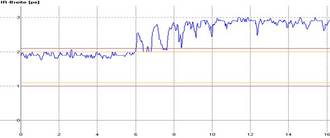
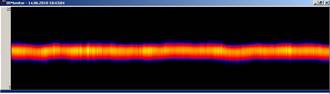
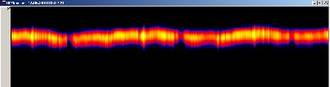
Rohrmonitor




")