Initial situation
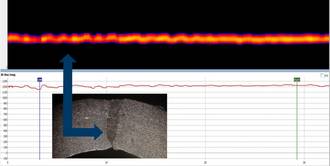
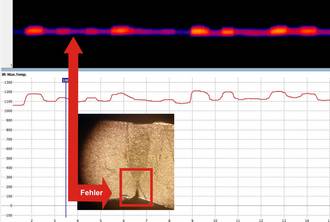
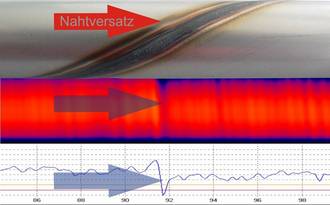
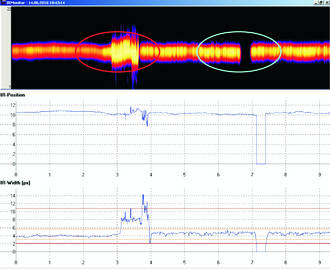
The usually used nondestructive testing methods for welded seam control as eddy current examination and ultrasonic examination fails at cold fusion points (bond seams).
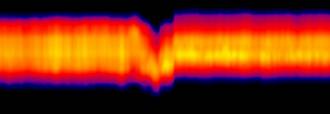
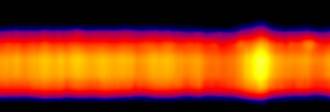
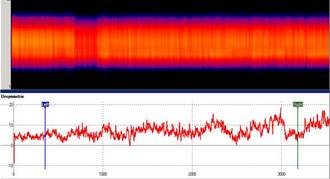
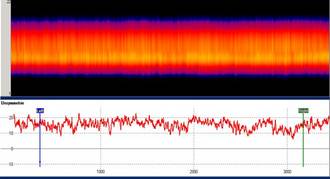
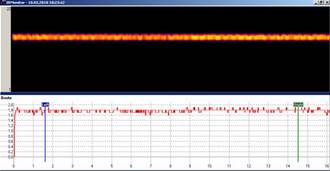
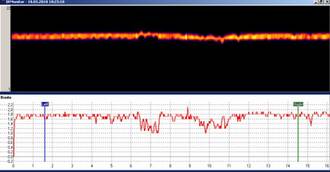
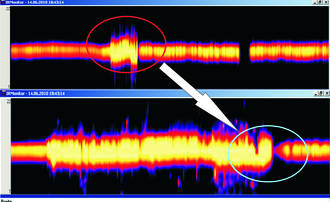
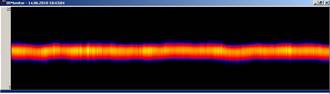
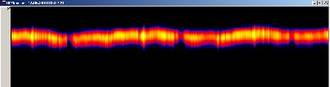
with the newly developed measuring of the heat field via ThermoProfileScanner, these and all other welding irregularities can also be recognized at welding speeds up to 180 m/min.
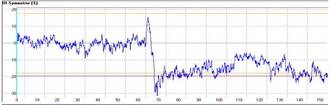
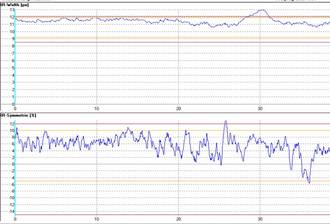
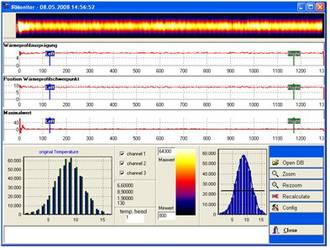
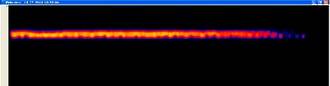
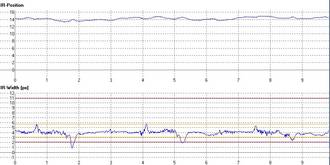
The visualization and parameterization of the heat field enabled a process control of the welding plant for an exact and reproducible welded seam quality



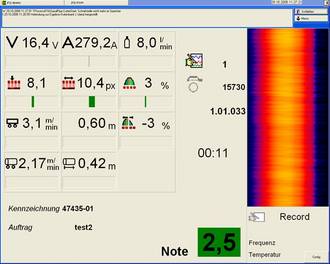
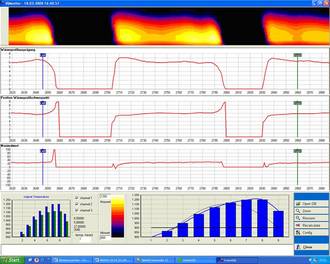
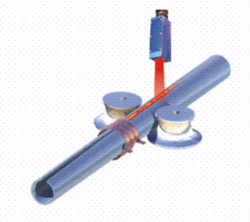
ThermoProfilScanner as a component of the monitoring system WeldQAS



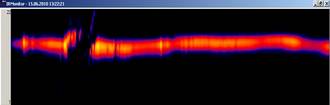
„tube“ - monitor





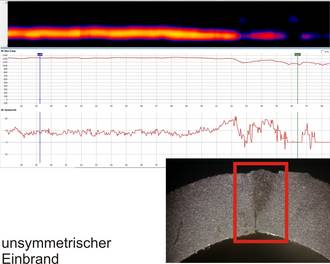
")